真空辊和真空皮带
真空辊涂(有时被称为真空鼓或吸辊)和真空皮带在转换运用中已越来越受欢迎。此设备基本作用是张力控制及/或卷材计量。但为什么人们愿意用真空辊替代“S”辊和压辊呢?
要回答以上问题,我们需要解释什么是真空辊筒及皮带。然后我们将列出这些真空设备的用处、及典型的运用及概括设计。
描述和操作

图1 真空辊
如图1和图2所示,真空辊通常是一个带多孔驱动空心钢辊。真空被注入到辊中,通过所需缠绕角度将卷材拉离辊面。也可利用辊筒中定边器调整真空位置使其与卷材宽度一致
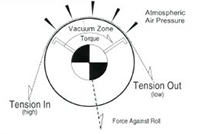
图2—真空辊
也可使用用钢辊中多孔鼓。使用此方法需特别注意需要高真空,而且多孔材料久而久之容易被脏东西堵住
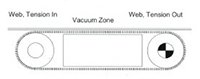
图3 真空皮带
图3显示是非常类似的真空皮带。在这种情况下,通常使用多孔皮带。皮带回路运行两辊,每个都是被驱动,真空皮带可允许极低的张力控制,甚至是没有缠绕角度也可以。也包括内部协同调整卷材宽度。
通过产生卷材对辊或皮带力度,真空张力辊及皮带提供卷材张力控制,与卷材张力差独立(张力进和张力出),以下探讨是基于真空辊,但通常也适用于真空皮带
当真空运用到辊筒时候将发生两个事情,缠绕角度下真空在真空及大气间产生压力差,此压力差迫使卷材压在辊筒并独立于卷材张力差
第二,回转辊筒及移动卷材的边界层空气可通过真空排除,这就使得卷材通过缠绕角度可紧密接触辊筒
随着辊筒及卷材速度加快,除掉空气变得尤其重要。当真空开始缠绕辊筒时,真空比卷材更能移除边界空气
为防止卷材在辊筒上打滑,摩擦力应该比所需张力差更大。真空辊筒的摩擦力是表面正向力产物及摩擦系数。
卷材对辊筒的正交力产生两个力.一个是卷材张力产生的合力,另一个是压力差所产生的力。第二个力目前为止是大多数真空辊的最大力,也是真空辊比其他张力控制设备达到更大张力差的主要原因
三个主要的变量影响压力差所产生的摩擦力度
- 摩擦系数十分重要。当边界层空气被很好排除时候,较粗糙辊面产生此摩擦。卷材和辊间的空气越少,摩擦系数越大
- 真空也非常重要,并应根据实用程度扩大。但也应根据实际情况,因为还有在卷材和真空界面可以达到多少真空的问题。真空水平,例如摩擦力,取决于移除了多少边界空气
- 卷材及辊筒的接触面也是另一个明显因素。更大的接触面意味着需要更多既定卷材幅宽的真空辊抓力。因此,在决定压力差所产生摩擦力上,缠绕角度和辊直径非常重要。
真空辊的供应商建议合适的辊面或包覆,辊直径、真空度、及孔型以达到在既定卷材幅宽及缠绕角度下所需的张力差。孔尺寸及位置有助于决定边界层空气的排除力度,从而产生更优接触面。有时候还需使用凹槽为边界层空气提供排气路径
特性
真空辊和皮带有许多特点,对转换行业来说有潜在益处。其优点取决于运用,我们后续将探讨。以下是真空辊的一系列特点
- 单面接触—真空辊一个非常受欢迎的特点是仅单面接触涂布即能控制涂布张力
- 不需使用压辊,因此可避免发生人身伤害
- 真空辊还可以输送湿涂布,可以上胶,但是不能烘干或固化,且无须接触上胶面
- 由于涂料没有直接接触真空辊筒,当涂料烘干或固化后,真空辊可保护涂料不受损害或污染
- 张力差较大—和其他技术不同,真空辊及皮带可以维持张力进出较大的张力差
- 转换生产线中,当真空辊存在两个连续的步骤中,可以保证两个张力水平可能存在较大差距的步骤仍处于最佳张力水平
- 张力可能会极低,这是因为来自于压力差的自持力并非取决于张力,
- 生产线可以达到极低张力
- 可以实现高精密涂布计量
- 较少滑落意味着可以更精确控制速度
- 可以实现累积卷材
- 当卷材出现破裂时,可以保证卷材仍处于原来位置
- 小缠绕角度—与S形缠绕相比,在既定张力差值下,真空辊要求缠绕角度非常小。对于皮带而言,缠绕角度也可以非常小。可以改进生产线布线以达到更大利用空间
- 边界层空气排除——高速运行时,卷材缠绕时所带进辊筒的边界层空气可以大大降低摩擦系数从而影响张力控制
- 真空辊有助于排除边界层空气,从而允许更高速度的运转
运用

图4—真空辊位于涂布头和烘箱中间
利用单面接触优势输送湿涂布是真空辊的传统运用。此运用下不能简单使用压辊或“S”型缠绕方式。图4所示为真空辊位于涂布头和烘箱间。
尽管起初替换压辊会略显昂贵,但真空辊和皮带已经被证明为替换压辊最受欢迎的选择。真空设备因以下几个原因而备受需要:
- 因压辊潜在造成人身伤害,使用真空辊大大提高安全保障
- 可减少因使用压辊造成刮伤、压痕、褶皱或滑动导致的废料
- 可以节约因调整涂布厚度产生的时间,为涂布穿行提供更好路径,无需在启动生产线之前手动打开压辊
- 通过更少的缠绕角度改进生产线平面图
- 使用轻薄胶片时-利用传统驱动辊筒移动覆涂线上的轻薄涂布非常费劲,真空辊即使在低张力下的积极抓力和控制力有助于减少拉伸和涂布破裂
- 纠边作用—真空辊另一个受欢迎的原因是因为真空辊还可做为纠边一部分。利用真空辊的抓力使其即使在纠边传感器调整路径时也能牢牢地抓住涂布。同时,真空辊还可以代替压辊或“S”形缠绕
- 处理卷材破裂—当卷材破裂时,真空辊仍能作用。至少可以保证大部分涂布仍在原位,这样重启生产线时就减少穿行涂布。在更复杂的运用中,当涂布破裂时候,可用真空辊作为另一个替换路径使用
- 短期的在某些生产工艺如生产包装袋工艺中,可能使用循环启动-停止操作。如果涂布仅能在一端被接触,真空辊仍能允许使用启动-停止部分隔离开生产线其他部分。真空辊入口端持续供进至回路,而真空辊出口端计量间歇进入工艺步骤中材料量。而在工艺步骤中的另一侧处理反向操作
- 建立稳定回路—在某些使用磨料或笨重物料,如沙子或反射物质时,可能需要稳定回路。这就要求多余物料不能依附,应该从回路中除掉或脱落,尤其是在位于重要零部件下方,可大大降低维修成本
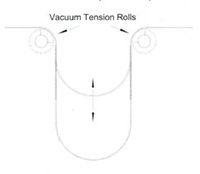
图5—真空张力辊
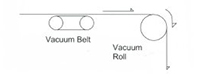
图6—测量涂布和拉涂布
- 1. 测量涂布和拉涂布—某些工艺中,要求精确计量涂布并持续拉涂布。图6显示真空辊计量涂布,在另一个真空设备用恒张力拉涂布并保持住拉力
- 从拉幅机上释放涂布—真空辊在入口端提供极低张力的能力使得其成为控制拉幅链释放点的涂布张力理想工具。见图7
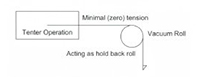
Figure 7 – 从拉幅机上释放涂布
- 在浮动烘箱中控制张力—在浮动烘箱中仍然达到低张力是真空辊一个经典运用,见图8.典型布图应该是在烘箱的前后各放置一个真空辊来隔离张力,还可以在烘箱各个区域之间安装真空辊用来稳定并引导涂布方向
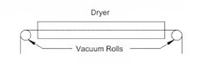
图8 –控制浮动烘箱的张力
设计考量
真空辊覆涂的一个简单障碍便是真空辊覆涂要比其他替代品更为复杂。这是因为真空辊壳体材料必须精心挑选,壳体中孔径及孔形必须为特定的。需要许多部件形成壳体中的真空区域,而且该区域必须为可以调节的。壳体覆涂或包覆、可以多选,可能需要扩展真空、保护涂布或是改进摩擦系数。
除了辊本身外,也需要真空系统。这可能包括辊的出气连接、真空仪、气流控制阀门及必要的管道及送风机
幸运的是,福斯特尔承担重任,进行必要的测量,结合多年经验从而制作出正确的真空辊规格,转换厂家只需提供以下参数即可:
- 最大和最小卷材幅宽
- 缠绕角度
- 基材种类和厚度
- 生产线速度
- 张力及张力差范围
- 真空区域中心方位
- 操作环境,这包括卷材温度、空气温度、防爆要求、正面图及可用电功率
除此之外,基于材质做出的任何特别考量,包括辊筒驱动方式、安装位置、或是调节位置及连接口都应该考虑
提供以上信息后,福斯特尔可据此报价,并提供真空辊筒及皮带的规格
结论
传统上真空辊在卷材处理线上被作为一种完成某个特定功能服务。但随着使用真空辊和皮带经验增长,真空辊运用范围也在增长。带着这些真空设备独特的特性,未来在转换行业和机器铸造行业将会发现更多真空辊和皮带在产品研发改善方面的运用。