卷材展开系统
在多数的转换设备上都能看到卷材展平系统。它们最常见的作用是在进入一些重要工序如上胶、压花、覆涂、印刷、切割和收卷等之前需将卷材展平。有时候需要利用展平系统减少褶皱,这样当卷材轻微擦过辊筒时不会产生折痕和折叠。展平系统还被用来在缠绕卷材之前切割卷材,还可以被用来永久扩宽非纺织品。
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F1_Spreader_Streamlines.jpg')
图1—展平图示
展平辊是用来扩宽卷材。从图1中看到,延展辊上的卷材比其上游更宽。大部分或是所有的这种由于横截面张力多出的宽度都是暂时的。这就是为什么我们必须将延展辊直接放置在重要工序上端。在某些材质中,比如说薄纸、拉伸缠绕、,或是某种非纺织品,人们可以轻易用卷尺轻易地测量所扩宽的宽度。而对某些延伸度不够的材料中,例如纸张,其延展度微乎其微
因此,验证延展辊是否正常作用的最主要方式是确认是否增加宽度。同样,我们也可以看到到卷材从切割器中切割,经过展平辊到缠绕时间隙变宽。最后,我们确认展平辊上的卷材是否明显变平。如果通过以上方式仍然没有发现展平,则说明展平辊无法正常有效工作。
o 由于设置或运用问题,许多展平辊实际上造成褶皱。常见的例子是弯辊上缺乏牵引附着力。有时,所谓的展平辊并不基于良好物理性能。常见的例子是螺旋槽通常被错误的用来作为展平目的。表1 所示卷材展平系统
表1—卷材展平系统
- 凹辊
- 弯辊
- 弯管—D杆
- 双重弯辊
- Z形展平装置
- 展平辊筒
- 条状的
- 包覆型
- 板条型
- 边拉伸
- 拉伸压辊
- 张布架
凹形展平辊筒
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F2_Concave_Spreader_Roller.jpg')
图2-凹形展平辊筒
凹形卷材展平辊筒为最简单最经济的运用方式,有时被称为领结卷材展平辊。从图2中看,该展平装置是一种传统展平辊筒,其两端直径略比中心大。在理想设置中,辊筒直径横截面被切割成圆半弧。然而,这种简单装置可用在非切割卷材上,通过使用锥形端和一个圆柱形中心切割一个卷材。中心点直径减量为10-25%,卷材线张力或拉伸控制机械拉紧方向。
可以通过利用一些胶带在卷材边缘缠绕可以模拟凹形展平效果。然而,此种卷材展平需要完全的牵引力,这样辊筒可以被很好的缠绕,表面也粗糙。尽管此种卷材展平是十分经济的方式,但因其作用力极小而不受欢迎.
弯辊
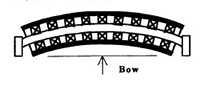
图3―弯辊
如图3所示,弯曲卷材展平辊带一个弧形固定轴,旋转套筒安装在其许多轴承套上。轴有个固定或可变动弯度。套筒通常是一体式柔软挠性管合成材料,也或由许多窄金属壳制成
弯曲度也非常重要,因为弯度太小将减少展平辊有效性,而太大将会降低展平效果甚至产生褶皱。遗憾的是,我们历史趋势似乎太过弯曲。经验总结是,大部分的弯辊需要有1/8%弯曲度,除非切割型,非常柔韧或非常粗糙的卷材弯曲度必须增加至1/2-1%辊筒宽。牵引力对展平辊至关重要,弯卷材必须经过15-45度缠绕,且护盖必须具有防滑功能。可接受护盖表面就像是轮胎的表面,而磨损严重需要替换的护盖表面一般象塑料管光滑。最后,护盖可能需要沟槽以便于高速运用,在使用轻质或较弱卷材时辊筒需要按照卷材速度驱动。
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F4_Bowed_Roller_Setup.jpg')
图4 弯辊设置
弯辊设置非常清晰明了。首先,弯度应该朝向图4中的皱褶分线垂直方向下游。然而,弯度可以选择以容纳宽松中心的卷材或是偏离容纳宽松边。其次,进出跨度长度比率应该是2:1,但也可能按照不同比率操作。
弯管和D 杆展平
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F5_D-Bar_Spreader.jpg')
Figure 5 – D杆展平
弯管卷材展平辊因其结构简单而大受欢迎。遗憾的是,其简单构造的特性通常导致生产粗糙及展平质量差。如图5所示,D杆展平装置因杆的横截面类似于字母D 而得名。D杆与弯管展平装置的唯一区别在于D杆形状可通过中间千斤顶调节。通过这种调节,操作员可展平局部宽松或皱褶卷材,或是打开一个特殊狭长切口位置。弯管或D杆弯曲部分直接对着卷材。
弯管、D杆和其他滑动展平装置运用局限性在于卷材抓力不均匀一致,尤其是已上胶的卷材。实际上,即使是加硬的钢杆造纸时也会过早磨损从而在杆上产生火花。另一个非切割卷材使用弯管的问题是其中心路径比两边长,从而使边缘暂时产生某种程度松弛。
双展平辊
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F6_Duel_Bowed_Roller.jpg')
图6―双弯辊筒
有几种双展平辊筒偶尔用于展平狭长切割卷材。双弯展平辊,如图6所示,包括两个与卷材的进出方向垂直的弯辊。可通过旋转展平辊或是改变弯度来调整展平度
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F7_Pos-Z_Spreader.jpg')
图7―Z型展平辊
Z形展平辊筒,如图7所示,包含两个指向上方的气动浮动杆。最后,另外一个版本是一个弯展平辊后面跟着一个D杆展平辊。双展平辊筒与其单个零部件操作方式完全不同
扩展辊
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F8_Expander_Roller.jpg')
图8―扩展辊
如图8所示,展平辊上胶套以弧形的状态旋转,将片材从里向外扩展,在一种版本的展平辊中,凸轮在中间结合点驱动的半宽板条滑动。另一种展平辊则有许多弹性胶条横跨整个辊面至可可调节的斜轮上,最后,另一个不同的样式是包覆在末端斜轮的弹性覆盖物,可以通过安装在中心轴上的毛刷支撑。这些展平辊不一样的特性他们可以在牵引中顺利操作,滑动甚至是在牵引及滑动中转换,然而,这种展平辊速度有限且表面粗糙。
边拉伸器
边拉动卷材展平辊筒是最强的展平系统,有时候甚至可以将卷材宽度扩展至几倍,拉紧至这么大对于类似胶片,非织物和纺织品等弹性物料非常有限。实际上,这可能会使卷材永久扩宽。
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F9_Edge_Pull_Stretchers.jpg')
图9―边拉伸辊
如图9所示,拉伸卷材展平辊筒为一对狭窄,向外突出的卷材两边带柔软包覆压合辊筒的。遗憾的是,此类展平辊筒安装要求非常高。另一种拉伸展平辊是用于生产某种胶片和织物的张布架。此类拉伸展平装置的缺点在于有时候拉伸过度,边缘很容易损坏需要重新修理。
卷材展平
正如我们看到的一样,利用卷材展平辊筒的卷材展平是一个主动过程,暂时将卷材张大。然而,卷材展平辊筒十分昂贵,若卷材展平足够,一般不使用展平辊筒。卷材展平是一个被动过程,使得卷材张大至所需要的宽度
 \n\n?????????????????'))window.location='http://www.faustel.com.cn/faustelc/wp-content/uploads/2013/02/Web_Spreading_F10_Wrinkle_Crossing_A_Roller.jpg')
图10―辊筒出现皱褶
卷材展平是基于卷材可以避免由于高能态产生的高空间曲率的原理。卷材应该按照辊筒或杆弧度穿行,不应该抓住第二个弧度穿行或是在辊面和杆面出现皱褶。如图10所示,辊面的皱褶产生交叉压缩力,此交叉力容易将边缘向外推出。但是此力非常弱很难盖过卷材和辊间的摩擦牵引力。但是如果摩擦力足够降低的情况下,卷材穿行并向外伸出直到卷材平整。
可以通过扩大辊筒直径减少牵引力,轻轻缠绕卷材并减少卷材与辊筒间的摩擦系数。此类理想的设备可能是个杆,然而,也可能需要辊筒来阻止滑动。此类技术对于较厚卷材,对于不到几毫升的卷材可能无法使皱褶达到理想的平整
摘要
在完美情况下我们或许不需要展平。然而,大部分机器,产品和工艺都使用展平的优点来减少皱褶、展平卷材或打开切割卷材之间模间隙。关键要达到这些优势应该了解为何需要展平、哪里需要展平以及怎样最好的利用展平
详细信息,请参阅以下文献
Roisum, David R. The Mechanics of Web Spreading Parts I & II. Tappi J., vol 76, no 10, pp 63-70, October 1993 and vol 76, no 12, pp 75-86, December 1993.
Roisum, David R. The Mechanics of Wrinkling. Tappi J . , vol 79, no 7, July 1996.
Written for Faustel, Inc. by David R. Roisum, Ph.D.