第六部分: 辊至辊卷材系统中的加速偏差
第五部分纠边系统我们讨论了纠边系统在辊收卷系统中的精度和反应
加速偏移
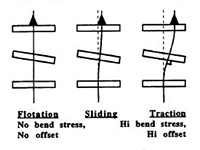
图6―卷材路径和牵引变动
因加速或是斜率偏移所造成的其中一个最为麻烦的困扰是卷材边位置移动。当机器速度加快或减慢时,卷材斜向一边移动。通常在速度改变的上下方移动比率比速度斜坡更为严重。遗憾的是,加速偏移这个术语则蕴含了边移动造成的真实原因。实际上,卷特性材本身无法判断自身移动的速度。图6很好地说明了不同卷材在机器中穿行时产生大部分加速偏差的原因。在此我们显示当某个辊筒未校准时卷材如何穿过机器。在完全牵引的情况下,卷材在所有的辊上遵循正常进入法则,也包括那根未校准辊筒。在此需注意,卷材在辊不校准的情况下是如何穿行的。在纯粹的浮动辊运用中,由于卷材不受“辊筒”引导,卷材直接穿过机器。在纯浮动情况下,卷材并非用“辊筒”导向,而是直接穿行过机器。卷材有小偏差时会出现间歇性滑边的情况。因此,每个接触到卷材的辊筒或部件就会引导控制卷材方向然而,如果辊筒处于静止状态,而牵引状态持续,则卷材也一直保持原有路径。这不能简单归为直线。明显,根据卷材操作规则卷材蛇形穿过机器。我们所表达的是在大部分情况下,卷材仍然可保持一致。然而,如果卷材是从完全辊穿行至部分辊,卷材路径也会相应变动。此牵引力的改变非常细微,并不容易被传统观测器或测量器所捕捉。不管如何,这将导致卷材相应的移动。牵引力状况改变的方式有很多,最常见的是由于轻缠绕辊筒发生张力改变。这就意味着如果驱动允许张力变动,卷材也会在某些辊上发生轻微的改变。其次,在速度变动的情况下维持张力是最难的情况。因此,加速偏移并不是由于速度或速度变动本身,而是由于张力变化所产生的速度变化。因此我们的首要目标是调节张力一致,保证张力在安装张力传感器部分和未安装张力传感器部分均能维持很好的状态。有时张力仅在驱动部分或张力传感器部分维持较好的,但是在其他地方由于卷材可能会过度拉动辊惯性或阻力。然而,如果我们减少辊未校准几率或其他几何问题,我们有望减少偏差带来的严重问题。最确切的方法是利用光学校准仪器校准线上包括低空转辊筒在内的所有辊筒,因为即使是低空转辊筒也有可能和其他重要的工艺辊筒一样移动卷材方向。然而,有时可能是并非是辊筒,而是一个气浮烘箱在牵引卷材。第一步就是通过间隙和气浮测量平衡烘箱。但卷材最终判断烘箱是否平衡,这是因为烘箱平衡的话,在张力甚至烘箱启动或失效时卷材位置仍可保持良好。最后,要尽可能保持卷材一致,平整,并无宽松下垂。这是因为卷材本身的不平整或宽松下垂会加大上述所讨论问题难度。只有在卷材和机器都保证良好的情况下,卷材边缘才能持续保持一致。
本文由大卫 罗斯博士为福斯特尔公司撰写