第二部分:辊至辊系统中的卷材牵引导向
该系列的第1部分我们介绍了辊至辊收卷中卷材纠边系统
卷材牵引导向
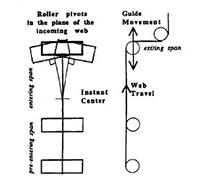
图2 卷材牵引导向
卷材导向装置,如图2所示,两端安装在一对角度线性轴承上辊筒。当发电机推动辊筒斜向一边时候,滚道使得导向辊筒以一个被称为瞬时中心的虚点转动。操作原理是通过一个可控制未校准进料卷材平面和常用输进法则。换言之,若辊筒有角度的,卷材必须侧向弯曲以一个正确角度进入辊筒轴。由于常用输进法则仅在牵引时有效,卷材和辊筒任何滑动都将导致导向无效或失败。
在有长进料跨度时经常可以使用到卷材导向装置,例如通常是装在气浮烘箱后面。其实,这种导向装置要求进料跨度至少是卷材宽度的3-5倍,用以减少平面内上流辊筒出口处带来的弯曲压力。类似的是,出口跨度必须是卷材宽度1/2长以减少由于中心线扭转带来卷材边缘。压力最后,预进料跨度必须短于进料跨度。一个可以避免的问题是将一个展平辊或其他辊放置在烘箱和导向装置中间。这将导致大大缩短进料跨度使得预进料跨度要比进料跨度更长
有两个最基本的导向移动,最简单的方式是简单的将辊筒沿着其中一端移动。围绕中心点这段足够用于某些无尽的形成带,而这并非为最佳选择。通过将瞬时中心置于进料跨度上游的1/2-2/3部分可以达到更好的反应效果。这种安排也会导致辊筒带动卷材侧向移动。通过调节导向辊筒终端位置的线性轴承角度来改变瞬时中心位置。瞬时中心位置为两端相交垂直时的位置。
卷材导向系列中第三部分 我们讨论了卷材位移导向
Written for Faustel by David R. Roisum, Ph.D.