反转辊涂模式的两个基本方法
辊夹进料辊涂与托盘进料辊涂对比
反转辊涂有两个基本形成—压辊进料和托盘进料。他们是过去几年所运用的不同配置,但是目前这两种方法更为突出。第一个通常被称为3辊夹反转辊涂。此系列第一部分已经描述了计量辊和上胶辊。此系统中的第三个辊称为背辊,被用来将移动卷材接触到上胶辊筒上。从技术上而言,此辊筒并不要求满足反转辊涂的定义,由于上胶可能被卷材刮擦,但几乎所有反转辊涂被用于轻薄、灵活材质上,因此需要背辊。
在辊夹进料设计中,计量夹棍上布满涂料,计量区的入口处安装了一个储液器储存涂液。计量辊和上胶辊最能接受的角度如图3所示
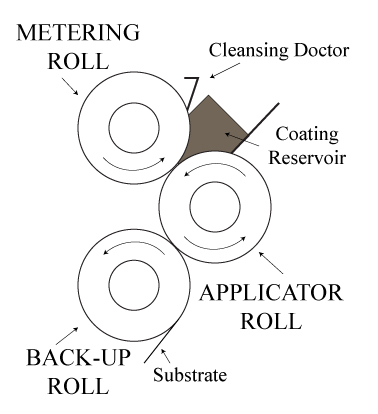
图3
此方法允许压辊充满涂料并使用少量涂料,将在最后一道运转工艺中用完所有涂料。
涂料池宽度是通过重置槽设定以适应辊筒设置。这就可以限制用以转换系统的涂料量,用以出现在基质比涂料辊筒更窄的情况中。
然而涂料池的优势使得辊夹进料称为非常受欢迎方式。缺点在于为防止涂料过量泄露,难以足够密封涂料池。如图3所示,涂料池必须三面密封。涂料池理想中还包括一个极薄的羽毛边使得涂料池可延伸至计量间隙中心,但同时必须足够柔软以防损坏上胶辊面-这个要求非常难做到。很明显,不存在完美的涂料池。现实情况中应该考虑存在涂料泄露的可能处理情况,并知悉低粘性的涂料会存在更多问题。可能最佳解决方式应该是改进涂料池设计。目前市场需求的第二种方式则是4辊托盘进料反转辊涂。如图4 所示
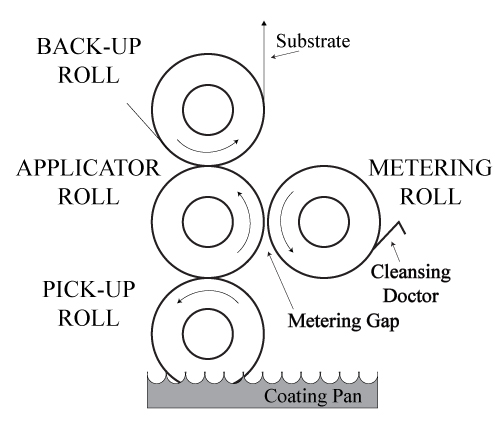
图4
此理念不同于涂料池及其潜在的泄露风险,而是一个进料托盘。对低黏性涂料而言是一大优势。为避免上胶辊直接在液体中运转,需要正减速运转的第四根辊上好涂料并运用至上胶辊中。未使用第四辊的上胶运用被称为3辊托盘进料式反转辊涂布头。由于三辊托盘进料式反转涂布头对于高速运转的上胶辊涂较难涂湿,因此他们被证明对于低黏性/速度上胶运用存在局限性。第四辊由于可以在托盘中带有大量涂料,可通过在上胶辊附近提供的一个狭长给料设备来避免此类情况,这是因为从狭长式给料设备中输送的涂料被强制运用至上胶辊中。请注意第四辊和狭长给料设备都可产生一个额外剪切点,某些涂料不需要该剪切点。