第一部分:反转辊涂布条件
满足反转辊涂条件
将各种薄胶片上胶至不同基质中的上胶设备被称为“反转辊涂布头”。 此覆涂模式利用计量和上胶机制使其被运用在广泛的上胶运用中。
作为真实的反转辊涂模式
需具备两个条件.
第一个条件是要求反转计量压辊(压缝)。当涂料必须经过辊面朝着相反方向运转的两辊时。如图1所示。
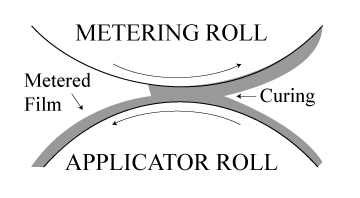
图1
从图1中可看到,计量胶片厚度主要用来测量两辊间隙或间隙厚度
反转计量还可以达到平滑效果。其相反的覆涂方式,即正转辊计量,由于涂料在压隙外单向短距离内流动产生较为粗糙的涂层面,这就是涂层分裂的典型现象。涂层分裂通常导致不均匀,视觉歪曲涂层。重“肋纹”通常是由于正转辊计量导致的。作为一个常用术语,肋纹被用来描述涂层状况不均匀,这包括不规则的较重涂层间隔。通过避免涂层分裂和肋纹现象,反转辊涂的反转计量可以提供一个更为平滑,均匀的计量涂层
第二个被列为真实反转辊涂模式的要求是要求将涂料反转运用至基材上,也就是说,计量薄层必须刮擦至上胶辊带动的移动基材上,其与涂布运转反向相反。反转刮擦下避免出现正转辊上胶模式下所出现的薄层分裂现象
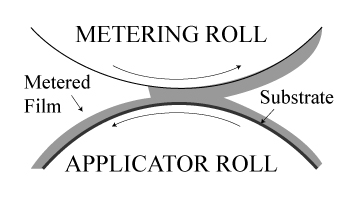
图2
我们现今所定义的真实反转辊涂要求计量和上胶区域分开,这两种功能同时运转并产生相同的效果。此设计在图2中显示并被定义为“辊间覆涂”、“直接计量”及“背辊整匀”覆涂。
在此种覆涂模式下,基材厚度及均匀度被列为计量公式,而在真实反转辊涂模式中却没有。与其他覆涂方式不同的是,在真实反转辊涂模式里需要预先计量涂料均匀厚度,并忽视基材厚度变化。这就使得反转辊涂布头被称为“轮廓”涂布头式的局限性涂布头,意味着上胶涂料遵从基质的轮廓而不是产生均匀厚度的覆涂片。
从图1中可以看出,当计量辊离开计量区时在其表面带走一层涂料,而返回时辊面仍然保持干净且没有任何涂料残余。这是因为,当计量辊离开计量区域时,我们利用一个清洁刮刀清洁计量辊
自然,此设备必须定位好,以便可重新获取并重复使用刮擦涂料,因为刮擦的涂料量很大。当然也必须定位好使其能做一整套的辊清洁工作。如果不这样做,将导致大量不良品―覆涂薄层上存在条纹,当然也可能会导致其他问题出现。但也有些覆涂材质不易从计量辊表明清除。残留了薄薄的一层,后续烘干并凸出与计量涂层相作用最终毁坏了涂层平滑性。
刮擦中使用的材质和力度必须有限使其不至于刮伤计量辊表面,同时也不会造成视觉瑕疵。因此在某些上胶中,刮擦是一大问题
有时以上问题都可以通过设置计量辊速度为零来解决,但也会产生新问题,作为最后的补救办法,反转计量辊方向,完整拆下刮刀。然而若拆下刮刀后就不能称为真正的反转刮刀,也同时会带来如早前正转辊涂一样的问题,这就是限制了此种方式的功用。